We use cookies to enhance your browsing experience. If you are OK with this please click Opt-In. You can always remove your permission by clicking Opt-Out on the Privacy Policy page.

Synergy Material Technology
a new highway to Superhard Material Industry

中文
Grinding
In a grinding wheel, the abrasive performs the same function as the teeth in a saw, but the grinding wheel has abrasive grit distributed throughout the wheel bond. Thousands of these hard, tough grains move against the workpiece to remove chips of material. Very fine and shallow cut are possible resulting in good surface finish and dimensional accuracy.
A grinding wheel consists of 3 basic elements: abrasive, bond and pores. The combination of these elements results in various types of grinding wheel.
Grinding wheels
The abrasive used is chosen based on the way it will interact with the work material. The ideal abrasive stays sharp with minimal dulling. When dulling occurs, the abrasive fractures, creating new cutting edges - natural regeneration.
There are 4 basic types of bond; resin, vitrified, metal and electroplated.
Synthetic resin is the workhorse bond, most commonly used and most forgiving. Resin bond wheels soften under the heat of grinding. They are well-suited to the sharpening of multi-tooth cutters and reamers and for all precision grinding operations.
Vitrified bonds consist of a mixture clays, at high temperature, these clays and the abrasive grit fuse into a molten glass. During cooling, the glass forms a network that attaches each grain to its neighbour and supports the grains while they work. Grinding wheels made with vitrified bonds are very rigid, strong and porous, they remove stock material at high rates and grind to precise requirements. They are not affected by water, acid, oils or variations in temperature and are often used in high-volume production operations.
Metal bond wheels are used for grinding and cutting non-metallic materials, such as stone, reinforced plastics and semiconductor materials. Single-layer plated wheels are used when the operation requires both fast stock removal and the generation of complex forms.
Electroplated wheels have relatively large grit protrusion and high abrasive concentration which results in both free cutting and high stock removal rate. Special shapes and profiles can be manufactured quickly. Because there is little change in wheel shape, during use, they are suitable for precision grinding.
Metal claddings
Resin bond diamond tools are used extensively in the machining of cemented carbides and are finding increasing popularity in applications such as stone polishing and the grinding of advanced engineering ceramics. Metal claddings, applied to diamond particles in resin bond tools, improve heat dissipation and particle retention in the bond.
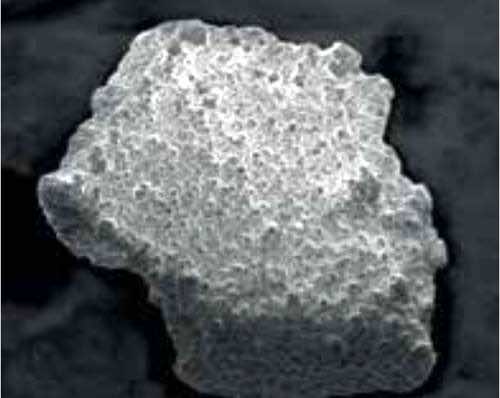
Electroless copper cladding
(50% by weight)
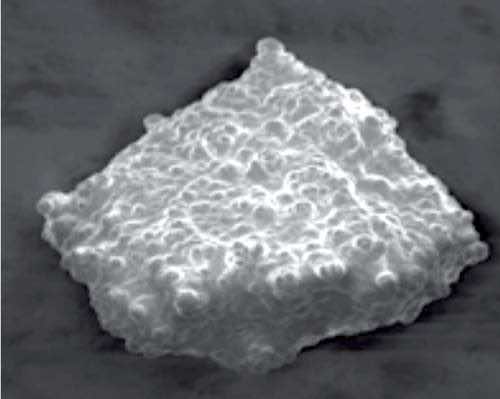
Electrolytic nickel cladding
(60% by weight)
Wheel shapes
Grinding wheels come in a variety of shapes, named for their distinctive shape e.g. cylinder, cup and dish wheels.
1A1
4A2
6A2
11A2
Type DWS (shank mounted)
US Mesh and DIN grit sizes - for guidance only.
Wheel truing and dressing
Some common methods of truing a diamond wheel are:
mild steel block, brake-type dresser and toolpost grinder.
Dressing removes some of the bond material from the surface of a trued wheel to expose the diamond crystals and make the wheel grind efficiently. Dressing sticks are used online or offline.
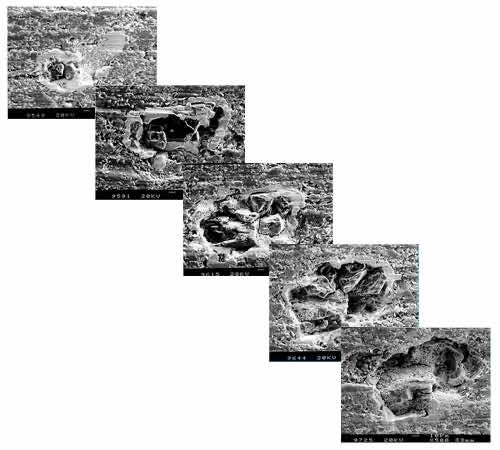
Diamond wheel wear
Diamond for resin bond tools has a microchipping structure which ensures a degree of friability.
The wear progression of this type of diamond is shown:
emerging
microchipping
developed microchipping
advanced microchipping
particle loss
US Mesh and DIN grit sizes - for guidance only.