

聚晶金刚石刀具 (PDC)
“特有切割器” 意指具有非平面接口 (NPI) 的聚晶金刚石刀具,而改良了的残余应力管理在1980s 成为了当时的规范。第一代的聚晶金刚石刀具引用了单峰的金刚石原料,及至1990s改用多模式的金刚石原料,整体情况如下:
- 粗糙的金刚石原料增加抗冲击性,
- 精细的金刚石原料改善抗磨损性,及,
- 多模式的金刚石原料对这些属性作出平衡。
多斜面切角法同样在1990s开始采用,而特有切割器现今均应用于不同的钻进区域 ,以优化钻头钻进表现。
在行业内要对聚晶金刚石刀具进行测试是比较困难及昂贵的,所以一些从事聚晶金刚石刀具合成人士或钻头制造商,他们便发展出实验室测试,用作显示聚晶金刚石刀具的表现。简单而言,所有发展均以右上角 "TRC" 为目标,即高耐磨性及高抗冲击性的最优化结合。这一类特性一般都是组合耐磨性试验(石材切割) 及抗冲击性评估 (冲击试验)作评估。传统上在实验室进行的耐磨测试时间较短,只数分钟而已。冲击性测试需要更多时间进行,因为只有在不同的能量水平重复测试,才能得出有效结果。
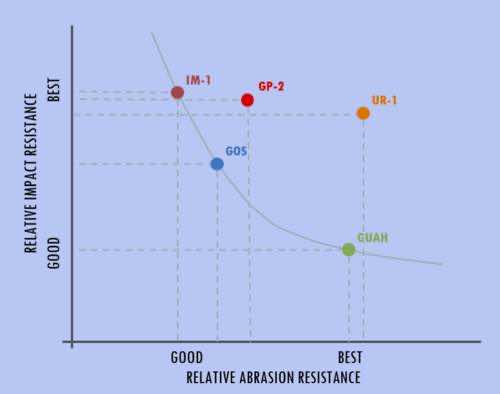
来自新力驰的最新刀具系列有:
GP-2和UR-1。
GP-2的抗冲击性能相当于元素六主要的冲击式切割刀具系列(IM-1),并大大提高了耐磨性/耐热性。
UR-1比元素六主要的磨刀系列(GUAH)具有更好的耐磨性,使用多峰金刚石粒度分布和超高压烧结亦显着提高其抗剥落性。
新力驰还会继续提供中间层性能频段的GOS刀具系列。
破坏性试验
耐磨 (抗磨损) 性
转动一条石柱,通常是花岗岩
参数 – 切割深度大约是0.5毫米,进给速率大约是0.1毫米/rev转速,测试时间大概3分钟;干式及使用冷却剂两者都有。聚晶金刚石刀具侧面的磨损深度都有量度到。
磨损相对于平均金刚石粒度 (单峰的)
另外有些时候亦会进行一个额外的重型抗磨损测试,在一个垂直的钻孔机上以螺旋式切削花岗岩 (直径约1米)。
参数 – 切割深度大约是0.25毫米,进给速率大约是5毫米/rev转速,刀面角大约20°度。
抗冲击性 (冲击试验)
参数 –初始冲击能量约20 J,重复进行冲击以测试是否有爆裂的情况出现。如果没有爆裂的情况出现,冲击能量会增加,而测试序列亦会重复进行。测试结果通常以冲击能量、冲击次数及爆裂范围表达。
需要留意的是,冲砧硬度至关重要,应该好好加以控制。
15% 爆裂范围
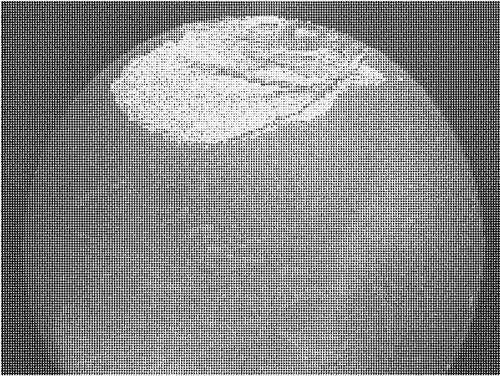
正如之前所提到的,实验室测试可用作显示聚晶金刚石刀具的表现。但是,如图中显示的已磨蚀钻头刀锋而言,当聚晶金刚石刀具在钻头上使用时,磨损可以变得极端。刀具钻头中一些关键部份遭受严重磨损,此外,金刚石层亦会全面性出现剥落/ 脱层的情况。


已磨损之聚晶金刚石钻头刀片图
聚晶金刚石钻头具备很多切削元素,如锥刃一样,刀具路径相互重叠,令每一只聚晶金刚石上都形成了不同荷载 / 磨蚀部位。

温度稳定性
在温度为770 ℃ 并含氢的管式炉中进行5分钟测试,以上提及之耐磨 (抗磨损) 性是用作侦测金刚石层之中是否有热分解的情况出现。图表中显示一系列对聚晶金刚石刀具进行测试的结果。
钎焊浴测试
测试时间大约30分钟,温度为680/700 ℃。
待冷却后,拉模渗透剂用以侦测是否有裂痕出现。
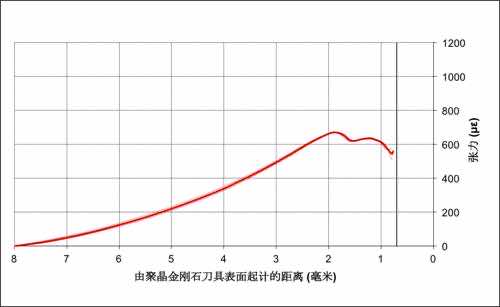
晶背研磨
透过逐步的研磨,在金刚石层之中安装一个应变仪并同时把基片移除,便能侦测出基片的不均匀应力。
此数据可用来核实有限元 (FE) 模型。
非破坏性试验
聚晶金刚石刀具总应力状态包括以下组合:
- 由热特性及弹性特性错误配对所产生之残余应力及
- 在芯片上产生之力量引致操作压力。
利用一个具热特性及弹性特性的线弹性模型进行有限元分析可优化残余应力,另亦可引用负载分析模拟爆裂、变形及由热力所引致的破裂情况。

轴向应力
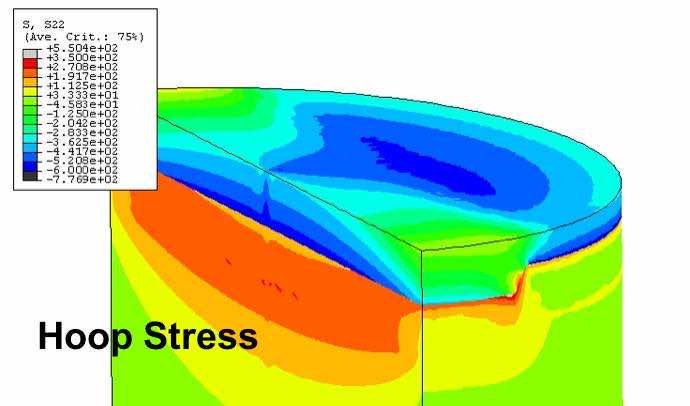
环向应力
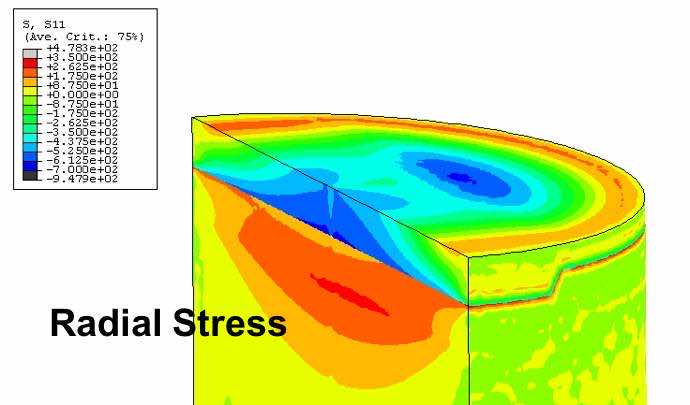
径向应力
实验室测试决定属性,例子如下:
声音纵向速度
声音横向速度
密度
杨氏模量
体积弹性模量
剪切模量
基应力和变形泊松比
微观结构
界面
基片
钴含量
剥蚀区
剥蚀区宽度
| 属性 | 价值 |
|---|---|
| 维氏硬度 (GPa) | 70-90 |
| 断裂韧性 (Mpam0.5) | 7-13 |
| 横向断裂强度 (Mpa) | 1200-1600 |
| 杨氏模量 (GPa) | 750-1000 |
| 抗压强度 (GPa) | 6.9-7.6 |
| 摩擦系数 | 0.05-0.1 |
| 热膨胀系数 (10-6℃) | 3.6-4.6 |
| 导热率 (W/m/°K) @20℃ | 300-560 |
| 声音速度 (纵向) (km/s) | 13-17 |
| 声音速度 (横向) (km/s) | 10-11 |

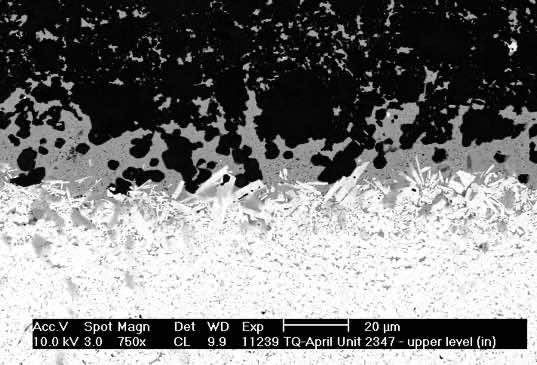
分界面
在以上扫瞄电子显微照相的金刚石是在上面的,而烧结硬质合金基片就在底部。
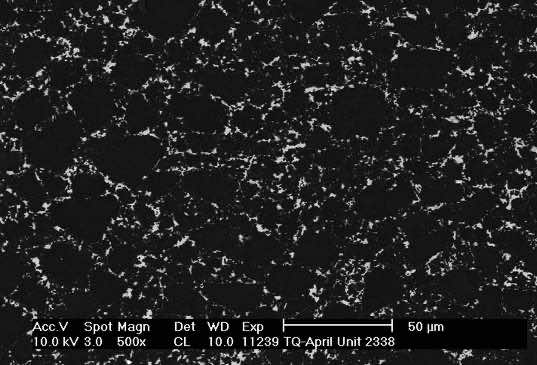
多晶金刚石层
在以上扫瞄电子显微照相的金刚石是黑色的,而金属粘结剂则是白色的。
标准刀具规格
∅ (mm)
13.44
15.88
19.05
H (mm)
8.00
13.20
16.00
L (mm)
0.25
0.30
0.40
0.45
0.50