

研磨
在磨轮内,磨料的功能与锯齿无异,唯一分别是在磨轮内的磨料分布在砂轮粘合剂之中。数量过千且又坚硬又粗糙的颗粒在工件中移动,以除去材料碎片,切割又幼又浅,可达至优良的表面光洁度及尺寸精确的效果。
一个磨轮包括三个基本元素:磨料、粘合剂及气孔,此等元素组合形成不同种类的磨轮。
磨轮
拣选使用哪一种磨料的标准是取决于它与加工材料所产生的相互作用。最理想的磨料能一直保持其敏锐度,及产生最低的磨钝。当磨钝出现时,磨料会断裂,形成新的切削刃口 – 此乃一自然更新的现象。
粘合剂有四种:树脂、陶瓷、金属及电镀的。
合成树脂属于骨干粘合剂,是最被普遍使用及最具包容性的。树脂砂轮在研磨所产生的热力下软化,它们适用于所有精密磨削操作,而且非常适合磨利的多齿刀具及铰刀。
陶瓷粘合剂包含一些粘土混合物,此粘土在高温下与研磨用磨料融合成一种熔化玻璃,在冷却时玻璃形成一个网状物,黏附在其邻近的磨粒上,当磨粒运作时给予支持。由陶瓷粘合剂制造的磨轮相当坚硬、强大及多孔的,具高速切削率,将材料精密磨削至所需要求。它们不受水份、酸性、油份及温差之影响,并经常用于高产量操作环境。
金属粘合剂用于磨削及切割非金属材料,例如石块、强化塑料及半导体材料,单层的电锻盘轮会在一些要求高度切削率及产生复杂形态的操作程序。
电镀的磨轮具相对较大的磨粒出刃及高磨料浓度,能达至易切削及高度切削率,一些特别的形状及轮廓都能快速地制造出来。由于轮形在运作时出现很少变化,因此它们是很适合精密磨削的用途。
金属镀覆
树脂粘合剂金刚石刀具广泛应用在烧结碳化物的加工程序,在其他应用层面如石块打磨及先进的工程陶瓷研磨亦越趋盛行。金属镀覆应用于树脂粘合剂刀具的金刚石颗粒中,可以改善粘合剂中散热及颗粒结合力的效果。
化学镀铜
(按重量计算之 50%)
电镀镍
(按重量计算之 60%)
磨轮外形
磨轮外形
磨轮有一系列不同的外形,各以其特殊形态而命名,例如筒形、杯形及碟形磨轮。
1A1
4A2
6A2
11A2
DWS种类 (扁型有柄)
美国目数及德国标准化学会标准粒度 – 只供参考。
磨轮整形及修正
一般整修金刚石砂轮的普遍方法如下:
软钢块、制动式修整器及工具磨床。
修整程序移除一些附在校准轮表面上的粘结材料,目的是显示出钻石晶体,同时令磨轮能够进行高效研磨。修整棒可以在连线或未连线的情况下使用。
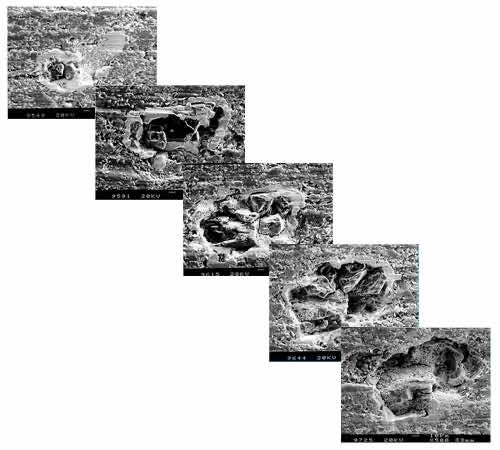
金刚石砂轮磨损
树脂磨具所用的金刚石具有微碎裂结构,以达至某一脆性程度。
这一类金刚石的磨损进度显示如下:
呈现
微碎裂
已发展成形的微碎裂
进阶的微碎裂
粒子损失
美国目数及德国标准化学会标准粒度 – 只供参考。